
Request a Quote
Request a Quote
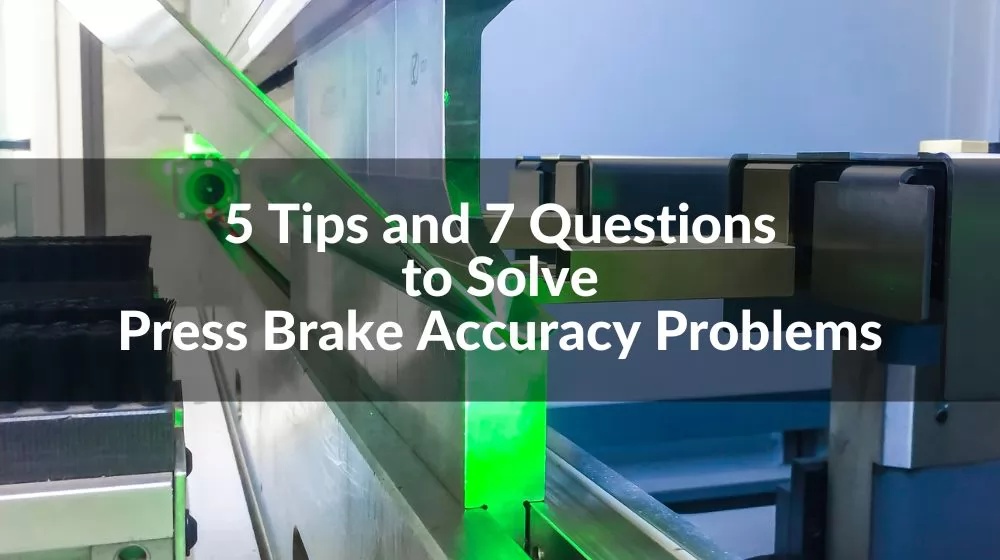
غالبًا ما يواجه العديد من الأشخاص مشكلات في التشغيل أو دقة المنتج النهائي عند بدء أعمالهم التجارية في مجال الصفائح المعدنية.
اليوم سوف نقدم كيفية تحسين دقة اضغط على الفرامل وحل المشاكل المشتركة.
نأمل أن تساعدك.
إذا كنت تريد معرفة المزيد من المعلومات حول مكابح الضغط، الرجاء النقر لقراءة المقال: ما هي الفرامل الصحافة
آلة الثني هي آلة تستخدم لثني وتشكيل المعادن. تعمل فرامل الضغط على دفع الثقب والموت من خلال مصادر قيادة مختلفة.
يمكن للقالب ثني الصفائح المعدنية بشكل متكرر لتشكيل مقطع جانبي، وتتطلب سماكات وأطوال المواد المختلفة قوى ثني مختلفة.
قوة الانحناء هي الحمولة التي تمارسها آلة الثني. تعمل مكابح الضغط على توليد الحمولة بطرق مختلفة.
تقوم آلة الثني الميكانيكية بتشغيل دولاب الموازنة من خلال محرك. يقوم الموظفون بتشغيل القابض لقيادة دولاب الموازنة للتحكم في الطيران.
وبهذه الطريقة، يحرك الكرنك حركة المكونات الأخرى. إن تشغيل مكابح الضغط الميكانيكية بسيط نسبيًا.
يمكن لفرامل الضغط الميكانيكية التعامل مع الانحناء بحمولة كبيرة.
يتم تشغيل فرامل الضغط الهيدروليكي عن طريق الحركة المتزامنة للأسطوانات الهيدروليكية.
توجد أسطوانة هيدروليكية على كل جانب من العمود. يتم توصيل الأسطوانة الهيدروليكية بالكبش من خلال قضيب المكبس.
تدفع حركة الأسطوانة الهيدروليكية شريط التمرير إلى التحرك لأعلى ولأسفل. ينقسم وضع الحركة لفرامل الضغط الهيدروليكي إلى الوصلة الصاعدة والوصلة الهابطة.
يقوم المقياس الخلفي بوضع قطعة العمل بدقة من خلال حركة المحاور المختلفة. تتميز فرامل الضغط الهيدروليكي بمزايا السرعة العالية والدقة العالية.
العيب هو أن حمولة الانحناء محدودة.
إن فرامل الضغط CNC عبارة عن فرامل ضغط هيدروليكية مجهزة بنظام CNC.
يتحكم نظام التحكم CNC في حركة كل جزء. نظام التحكم CNC لديه وظيفة برمجة معيارية ودقة عالية.
يمكن للمشغلين ضبط المعلمات من خلال نظام التحكم. مثل زاوية الانحناء، وسمك اللوحة، وطول الحافة، وزمن الدورة، والإجهاد، وما إلى ذلك.
تم تجهيز فرامل الضغط CNC أيضًا بنظام تغذية أوتوماتيكي. حركة الكبش والمقياس الخلفي تتحكم بدقة في موضع قطعة العمل.
يقوم المحرك بتشغيل الحركة المتزامنة لعمود القياس الخلفي والمسمار الكروي. يقيس المقياس الخلفي بدقة طول الحافة التي يتم تشكيلها.
ضبط زاوية الانحناء عن طريق ضبط حركة الكبش من خلال نظام التحكم. هناك ثلاث طرق أساسية للثني: ثني الهواء، وثني القاع، وثني النقش.
يعتمد اختيار طريقة الثني بشكل كبير على سمك الورقة.
استقامة فتحة التثبيت لمكبس فرامل الضغط (الاتجاه Y والاتجاه X).
دقة إعادة التموضع ودقة التموضع التعسفي للكباش اليسرى واليمنى.
ما إذا كانت الفجوة بين كبش آلة الثني والدليل الخطي للإطار معقولة.
ما إذا كانت عمودية الإطار وميله معقولتين.
الاتصال بين الاسطوانة والكبش.
قوة ودقة الإطار والكبش.
دقة إعادة تحديد موضع نظام المقياس الخلفي تعسفية (اتجاه X واتجاه R).
ما إذا كان نظام الكمبيوتر قد تم تعديله بشكل جيد.
ما إذا كان النظام الهيدروليكي قد تم ضبطه في مكانه.
درجة مطابقة النظام الهيدروليكي وتعديل الكمبيوتر.
ما إذا كانت القوالب العلوية والسفلية دقيقة.
يمكن أن يؤثر تشوه القالب والتلف والتآكل وغير ذلك الكثير على كل جانب من جوانب ثني المعدن. وبمجرد العثور عليها، ينبغي الإبلاغ عنها وتصحيحها في الوقت المناسب.
المحاذاة غير الدقيقة للقوالب العلوية والسفلية ستؤدي إلى انحرافات في أبعاد الانحناء. تأكد من أن الأداة في مكانها أثناء عملية إعداد الأداة.
بعد أن يتحرك الموضع الأيسر والأيمن للمقياس الخلفي، تتغير المسافة النسبية إلى القالب السفلي. يمكن قياسه باستخدام فرجار رنيه، ثم ضبطه بدقة باستخدام برغي القياس الخلفي.
ما إذا كان جهاز التعويض الخاص بالقالب السفلي دقيقًا ويتوافق مع تصميم الإطار.
يتطلب تركيب القالب العلوي دقة عالية.
يتناسب حجم فتحة القالب على شكل V عكسيًا مع ضغط الانحناء. عندما يكون طول وسمك الورقة ثابتين، كلما كانت فتحة القالب على شكل V أكبر، كلما قل الضغط المطلوب.
لذلك، عند تصنيع قطع العمل بسماكات مختلفة، يجب اختيار الحجم الصحيح لفتح القالب على شكل V حسب الحاجة.
أحد طرفي آلة الثني، أي عند معالجة الحمل الأحادي، سيؤثر على ضغط الانحناء، وهو أيضًا نوع من الضرر الذي يلحق بالآلة، وهو أمر محظور صراحةً.
عند تجميع الأدوات، يجب دائمًا التركيز على الجزء الأوسط من الماكينة.
ما مدى استقامة مسند الصفائح المعدنية؟ هل القوة المؤثرة على الصفيحة المعدنية موحدة؟ هل سمك الصفائح المعدنية ثابت؟
عند الثني، لا يكون التوازي بين قطعة العمل والقالب السفلي كافيًا، وترتد قطعة العمل بعد ضغط القالب العلوي لأسفل، مما يؤثر على حجم الانحناء.
سوف تؤثر خصائص المواد وسمكها على زاوية الانحناء، لذلك يجب تعزيز الفحص الأولي والفحص العشوائي في كل مرة يتم فيها ثني قطعة العمل.
إذا لم يتم تنظيف مكابس الضغط بشكل فعال لفترة طويلة، فإن الأوساخ المتراكمة سوف تسبب تآكل الأجزاء والقوالب.
قد تؤدي بعض الأشياء المتنوعة إلى خدش قطعة العمل، وسيؤثر الغبار الموجود في الماكينة على عمل فرامل الضغط.
قم بتنظيف آلة الثني وأدواتها قبل وبعد استخدام فرامل الضغط.
قم بإزالة جميع الحطام والزيوت والغبار لمنع دخول الغبار إلى فرامل الضغط.
التنظيف المنتظم لآلة الثني يمكن أن يطيل عمر خدمة الآلة.
ما إذا كانت الدفعات اليسرى واليمنى متسقة عندما يقوم المشغل بدفع مادة الثني، أو أن بيانات النظام خاطئة، ولم يتم ضبط النظام بشكل صحيح عند استخدام النظام.
عندما لا تكون زاوية الانحناء الأولية كافية، فإنها ستؤثر على حجم الانحناء الثانوي، وسيؤدي خطأ الانحناء المتراكم إلى زيادة خطأ البعد الخارجي لقطعة العمل. ويختلف الضغط المطلوب باختلاف طول وسمك قطعة العمل، ويتناسب طول وسمك الورقة مع الضغط. عندما يتغير طول وسمك قطعة العمل، يجب تغيير قدرة الانحناء.
يؤدي التآكل طويل الأمد لسكة التوجيه وسوء التشحيم إلى زيادة الخلوص.
من الضروري التحقق من درجة تآكل سكة التوجيه وضبط الخلوص.
إذا كان التآكل شديدًا، فيجب استبدال لوحة ضغط السكة.
سيؤدي الفشل في التشحيم في الوقت المناسب إلى زيادة الاحتكاك بين الأجزاء المنزلقة.
نظام تزييت أوتوماتيكي أو شبه أوتوماتيكي لمنع التشحيم في غير وقته.
اختر من بين صفيحة البرونز القصدير أو حديد الدكتايل. تتم معالجة سطح المفصل بواسطة آلة الطحن.
مسمار التوصيل أقل من سطح المفصل، ويوجد أخدود زيت تشحيم مسنن
سيؤدي الانحناء على المدى الطويل إلى انتفاخ منزلق مكابح الضغط والجزء الأوسط من الطاولة. يُسمى هذا النتوء بالانحراف، والذي يشير إلى مقدار بروز الكبش والقاعدة تحت الحمولة القصوى. يبرز مركز شريط التمرير لأعلى، وينحني مركز الجدول لأسفل. وانحراف آلة الثني محدود بالحمولة القصوى. إذا تمت إزالة الحمل، يمكن أن يعود شريط التمرير والجدول إلى حالتهما الطبيعية.
ومع ذلك، إذا كان هناك عيب في المكبس والطاولة، فإن حمولة الحمولة تكون زائدة، مما قد يتسبب في انقلاب مركز المكبس والطاولة بشكل مؤقت أو دائم. المسافة بين مركز المنزلق والقاعدة أكبر من المسافة بين طرفيه. بالنسبة لقطع العمل الطويلة، تكون زاوية الانحناء المركزية أكبر من زوايا الانحناء عند كلا الطرفين.
من الواضح أن هذا العيب سيؤثر على دقة تشكيل قطع العمل المنحنية وقطع العمل على شكل زورق. إذا كانت حمولة الآلة قابلة للتعديل، فيجب تعديل الحمولة تدريجيًا ضمن نطاق الحمولة المقدرة. من الضروري أيضًا تجهيز الماكينة بجهاز تتويج واستخدام الحشوات لمواجهة انحراف شريط التمرير.
إذا لم يعد من الممكن تعويض الانحراف، فلا يمكن تصحيحه إلا عن طريق إعادة تشغيل المكبس والطاولة.
تكون سرعة المكبس بطيئة جدًا عندما ينخفض، وهو ما قد يكون ناجمًا عن أن حاجز التوجيه ضيق جدًا. لا توجد إشارة من صمام المؤازرة، أو أن محاور المقياس الخلفي غير مضبوطة في مكانها. ومن الممكن أيضًا أن المكبس لم يعد إلى الموضع العلوي. يتسرب صمام الملء وحلقة الختم، أو أن صمام الملء عالق.
بحاجة للتأكد:
إذا كان نصف قطر الانحناء صغيرًا جدًا، فسيكون الضغط عند طرف القالب مرتفعًا جدًا. قد يؤدي ذلك إلى إتلاف الأدوات والتسبب في انحناء غير دقيق لقطعة العمل لأن المواد المختلفة لها ليونة وقوة شد مختلفة.
اتخذ الإجراءات التالية لتجنب تلف الأدوات وقطع العمل:
يتم تحديد نصف قطر الانحناء وفقًا لمواصفات المواد لكل عملية.
الانحناءات الطولية لها نصف قطر انحناء أكبر والانحناءات المستعرضة لها نصف قطر انحناء أصغر.
إن فتحة قطعة العمل، مثل الفجوات والفجوات وما إلى ذلك، قريبة جدًا من قطر الانحناء، مما سيؤدي إلى تشوه قطعة العمل.
يجب أن تكون المسافة بين فتحة اللوحة وخط الانحناء ثلاثة أضعاف سمك اللوحة على الأقل.
عطل المحرك الرئيسي، مثل الأسلاك السائبة، وفشل التحكم في الطاقة، وما إلى ذلك.
يجب أيضًا أن تأخذ في الاعتبار أنه لم يتم تحرير زر التوقف في حالات الطوارئ.
هناك أيضًا تلف في موصل التيار المتردد، والحمل الزائد للدائرة، والمرحل الحراري، وما إلى ذلك.
تحقق مما إذا كانت أسلاك مصدر طاقة التبديل مفكوكة وما إذا كان زر التوقف في حالات الطوارئ مفكوكًا.
ما إذا كانت الدائرة تتمتع بحماية من الحمل الزائد، وما إذا كانت المكونات الأخرى تالفة.
بعد الانحناء، ستظهر الشقوق على سطح الشغل. وذلك لأن نصف قطر الانحناء في القالب صغير جدًا، أو أن فجوة الانحناء صغيرة جدًا، أو أن المادة نفسها معيبة، وأن نتوءات المادة متجهة إلى الخارج.
في بعض الأحيان، يكون الوجه النهائي المنحني لقطعة العمل منتفخًا وغير متساوٍ. وذلك لأن السطح الخارجي للمادة ينكمش ويتشوه بعد تمدده. عندما يتم ضغط السطح الداخلي، فإنه سوف يطوى ويتشوه.
من الضروري تحسين تشطيب الأداة وزيادة نصف قطر الانحناء للأداة. اضبط فجوة الانحناء واختر المواد المعدنية ذات اللدونة الجيدة. اجعل نصف قطر شرائح القالب يتوافق مع الشرائح الخارجية للجزء.
يتم سد الفتحة وقلب الصمام، وتتسرب حلقة ختم مكبس الأسطوانة.
تحقق مما إذا كان صمام الخانق والبكرة مسدودين، وقم بإزالة الانسداد في الوقت المناسب.
تأكد من أن فتحة تعبئة الخزان غير مغطاة بالسائل الهيدروليكي.
يحتاج السائل الهيدروليكي إلى ملء الخزان بالكامل لتنفيس الغاز.
تحقق من عدم وجود تسرب في حلقة ختم المكبس، واستبدل حلقة الختم في الوقت المناسب.
الاستخدام السليم وصيانة الفرامل الصحافة الخاصة بك سوف يأخذ عملك إلى أبعد من ذلك.
إذا كنت تبحث عن الجودة العالية اضغط على الفرامل ، مرحبا بكم في الاتصال بنا.
.png)




.png)
.png)