
Request a Quote
Request a Quote
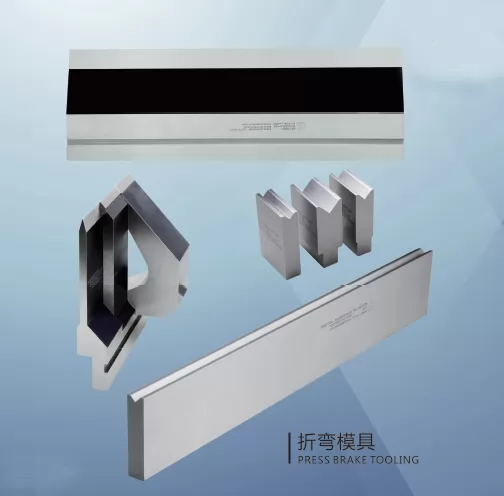
تستمر تكنولوجيا معالجة الصفائح المعدنية في التحسن، خاصة في بعض التطبيقات مثل ثني الفولاذ المقاوم للصدأ الدقيق، ثني الأجزاء الزخرفية من الفولاذ المقاوم للصدأ، ثني سبائك الألومنيوم، ثني أجزاء الطائرات، ثني الألواح النحاسية وما إلى ذلك، مما يضع متطلبات أعلى لجودة السطح الشغل المشكلة. من السهل أن تؤدي عملية الثني التقليدية إلى إتلاف سطح قطعة العمل، وسيشكل السطح الملامس للقالب مسافة بادئة أو خدش واضح، مما سيؤثر على جماليات المنتج النهائي ويقلل من حكم القيمة على المنتج من قبل المستخدمين.
أسباب انحناء المسافة البادئة
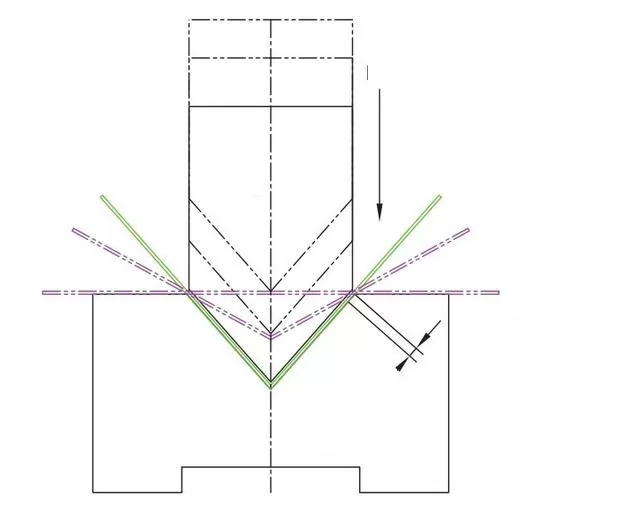
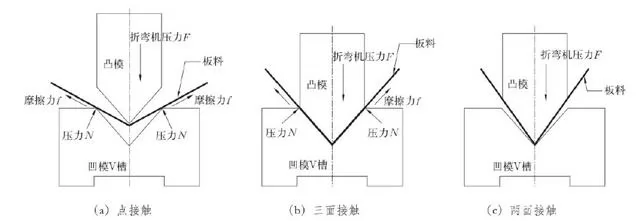
تأخذ هذه الورقة ثني جزء على شكل حرف V كمثال للمناقشة. ثني الصفائح المعدنية هي عملية يتم فيها تشوه الصفائح المعدنية بشكل مرن أولاً ثم تشوه البلاستيك تحت ضغط آلة التثقيب أو القالب. في المرحلة الأولية من ثني البلاستيك، يتم ثني الصفائح المعدنية بحرية. مع ضغط الثقب أو القالب على اللوحة، يتم إغلاق اللوحة والسطح الداخلي للأخدود V للقالب تدريجيًا، في حين يصبح نصف قطر الانحناء وذراع قوة الانحناء أصغر تدريجيًا، ويستمر الضغط حتى نهاية السكتة الدماغية، بحيث يكون القالب واللوحة قريبين من التلامس الكامل لثلاث نقاط، في هذا الوقت يكملان الانحناء على شكل حرف V. عند الثني، نظرًا لأنه سيتم بثق الصفائح المعدنية بواسطة قالب الثني لإنتاج تشوه مرن، فإن نقطة الاتصال بين الصفائح المعدنية والقالب سوف تنزلق مع عملية الثني. في عملية الانحناء، سوف تخضع الصفائح المعدنية لمرحلتين متميزتين من التشوه المرن والتشوه البلاستيكي. في عملية الثني، ستكون هناك عملية ضغط (اتصال ثلاثي النقاط بين القالب والصفائح المعدنية)، لذلك بعد اكتمال عملية الثني، سيتم تشكيل ثلاثة خطوط بادئة. عادةً ما يتم إنتاج خطوط المسافة البادئة هذه عن طريق احتكاك البثق بين الورقة وكتف الأخدود V للقالب، لذلك يطلق عليها مسافة بادئة للكتف. كما هو مبين في الشكل 1 والشكل 2، يمكن تصنيف الأسباب الرئيسية لمسافة بادئة الكتف ببساطة على النحو التالي.

طريقة الانحناء
نظرًا لأن المسافة البادئة للكتف مرتبطة بالتلامس بين اللوحة وكتف الأخدود V للقالب، فإن الفجوة بين المثقب والقالب تؤثر على الضغط الضاغط للوحة أثناء عملية الانحناء، كما أن احتمالية المسافة البادئة ودرجة المسافة البادئة تكون أيضًا مختلفة، كما هو موضح في الشكل 3. في ظل نفس حالة الأخدود V، كلما زادت زاوية الانحناء لقطعة العمل، زاد تشوه الصفائح المعدنية تحت التوتر، وكلما طالت مسافة الاحتكاك بين الصفائح المعدنية وكتف الشغل الأخدود على شكل حرف V؛ علاوة على ذلك، كلما كانت زاوية الانحناء أطول، كلما زاد وقت الاحتفاظ بالضغط الذي تمارسه اللكمة على الصفائح المعدنية، وكلما كانت المسافة البادئة الناتجة عن الجمع بين هذين العاملين أكثر وضوحًا.
.png)




.png)
.png)